 The Kohler Engine Models
K341 and M16 Cylinder Head - The Kohler Engine Models
K341 and M16 Cylinder Head -
The K341 cylinder head is separate from the heads above. This head has the
depression and D-shape combustion chamber. It has the spark plug located
directly over the exhaust valve. The compression ratio is 7.4:1. It requires
1-1/2" length bolts. And there are no "LP" type K341 cylinder heads. And
ALL K341 and M16 cylinder heads have the spark plug located over the
exhaust valve. No exceptions. OEM Kohler part # 45 015 03-S, 45 015 04-S,
45 015 06-S or 45 015 09-S. This head too, has the spark plug located directly
over the exhaust valve. There are two reasons why Kohler did this - 1: It
prevents cold-starting incoming raw fuel from fouling the spark plug; and
2: It helps to produce more engine power and torque when under a heavy load
by retaining the majority of the combustion heat in one area.
 The Kohler Engine Model K361
Cylinder Head - (Updated 10/5/22) The Kohler Engine Model K361
Cylinder Head - (Updated 10/5/22)
The K361 cylinder head is in a class all by itself. This particular
valves-in-head is installed on the
K361
Over Head Valve (OHV) engine, which was manufactured from 1969 to 1978.
There are 12 different variations (specification numbers) of the K361, but
are all basically the same. All K361 engines are of the AQS "Quiet Line"
models, and have the wide base/flange block with a wide/rectangular-shape
2 quart capacity oil pan. This engine can be converted to a narrow base block
for use with the narrow base oil pan (to use in an IH-built Cub Cadet garden
tractor). This particular engine was ahead of its time. It's a well-built
and very durable engine. The K361 was installed mainly in
Power King garden tractors. (More information coming
later.)
Kohler Cylinder Head Identification and Cub Cadet Applications:
Kohler K-series engine model K241. OEM Kohler part # 235461, Cub Cadet part
# IH-385303-R1. LP head; Discontinued Originally came on the 1965 and earlier
Cub Cadet model 100, and other makes and models of garden tractors and small
engine equipment. Requires 2-1/4" length bolts (Kohler part # 271077 -
Discontinued from Kohler) with no mounting bracket(s) under the bolt head,
and 2-1/2" length bolts (Kohler part # 235175-S) with [gas tank] mounting
bracket or other mounting brackets/plates under the bolt head.
Kohler K-series engine model K241. OEM Kohler part #'s 236546-S. Either head
originally came on various Cub Cadet models 100, 102, 104, 105, 106, 107,
108, 109 or 1000, and other makes and models of garden tractors and small
engine equipment. This head is no longer available from Kohler. Requires
2-1/4" length bolts (Kohler part # 271077 - Discontinued from Kohler) with
no mounting bracket(s) under the bolt head, and 2-1/2" length bolts (Kohler
part # 235175-S) with [gas tank] mounting bracket or other mounting
brackets/plates under the bolt head.
Kohler K-series engine models K301 and K321. OEM Kohler part #'s 237670-S
(Discontinued from Kohler; or 237827-S. Either head originally came on various
Cub Cadet models 122, 123, 124, 125, 126, 127, 128, 129, 147, 149, 680, 1200,
1250, 1282 or 1450, and other makes and models of garden tractors and small
engine equipment. Both heads require 1-1/2" length bolts, w/centered spark
plug).
Kohler K-series engine model K341 (including M16 Magnum engine). OEM Kohler
part # 45 015 09-S. Originally came on Cub Cadet models 169 and 1650, and
other makes and models of garden tractors and small engine equipment. Requires
1-1/2" length bolts (OEM Kohler part # 25 086 115-S), w/offset spark plug
hole.
Kohler Magnum engine model M10. OEM Kohler part #'s 237670, 47 015 05-S.
Originally came on Cub Cadet model 1050. Requires 1-1/2" length bolts (OEM
Kohler part # 25 086 115-S), w/offset spark plug hole.
Kohler Magnum engine models M12 and M14. OEM Kohler part # 47 015 06-S.
(Discontinued from Kohler; Requires 1-1/2" length bolts (OEM Kohler part
# 25 086 115-S), w/offset spark plug hole.)
Compression Ratios for Factory Stock Kohler K-series and Magnum Engines
with an OEM Kohler Cylinder Head are as follows:
| K90/K91 (4hp) - 6.6:1 |
K141 (6¼hp) - 5.93:1 |
K160 (6.6hp), K161 (7hp) and L160/L161 (6.6 or 7hp) - 6.2:1 |
K181, L181 and M8 (8hp) - 6.8:1 |
| K241 or M10 (10hp) - LP head - 5:1, 2nd generation head - 5.4:1, 3th
and 4th generation heads - 7.1:1 |
K301 and M12 (12hp) - LP head - 6.1:1, 2nd generation head - 6.6:1, 3rd
and 4th generation heads - 8.6:1 |
K321 and M14 (14hp) - LP head - 6.6:1, 2nd generation head - 7:1, 3rd
and 4th generation heads - 9:1 |
K341 and M16 (16hp) - 7.4:1 |
| K361 (18hp OHV) - 9.2:1 |
MV16 - 5.8:1 |
KT17, KT17 Series II, M18, MV18, MV20 (these engines share the same heads)
- 6.0:1 |
KT19, KT19 Series II, M20 (these all share the same heads) - 6.6:1 |
Kohler K-Series and Magnum Engine Spark Plug
and Head Bolt Torque Values and Sequences
[Return To Previous Section or Website]
Model (Horsepower) |
K90/K91 |
K141, K160/K161, K181 and M8 |
K241, M10, K301, M12, K321 and M14 |
K341 and M16 |
K361 |
KT17, KT17 Series II, KT19, KT19 Series II, MV16, M18, MV18, M20 and
MV20 |
K482, K532 and K582 |
Spark Plug Torque Value |
<- 180-240 in. lb. / 15-20 ft. lb.-> |
Cylinder Head Bolt Torque Values and Sequences
NOTE: Kohler do not use torque-to-yield head bolts. So torque head
bolts only once to specs. No need to retorque. |
15 ft. lb. / 200 in. lb.
 |
15-20 ft. lb. / 180-240 in. lb.
 |
25-30 ft. lb. / 300-360 in. lb.
 |
25-30 ft. lb. / 300-360 in. lb.
 |
25-30 ft. lb. / 300-360 in. lb.
 |
15-20 ft. lb. /
180-240 in. lb.
 |
35 ft. lb. |
 ALWAYS lubricate threads with motor oil, and
gently torque head bolts/nuts in a cross-pattern sequence so the head will
not become warped or to prevent from cracking the head! ALWAYS lubricate threads with motor oil, and
gently torque head bolts/nuts in a cross-pattern sequence so the head will
not become warped or to prevent from cracking the head!
If the torque value(s) are shown only in inch pounds (in. lb.), and the only
tool you have is a torque wrench that shows in foot pounds (ft. lb.), you
can convert inch pounds into foot pounds by dividing the torque value by
12. Example: if the value is shown in 420 in. lb., then divide 420 by 12
= 35 ft. lb.
When replacing the head bolts, always use grade 8 bolts or heat-treated steel
studs with grade 8 nuts and hardened flat washers to equally distribute the
load. Because stainless steel bolts have the same strength as grade 5 bolts.
Which means if stainless steel or grade 5 bolts are used, the threads may
stretch over time, causing a compression leak and/or a warped head, which
can cause a burned-out gasket and/or burned-out or warped head.
[Return To Previous Section or Website]
 A good head for a Stock pulling
tractor with the engine running around 4,000 RPM would be the one with the
spark plug located in the center of the combustion chamber. And the best
head to use for a high RPM pulling tractor would be the one with the spark
plug located over the exhaust valve. A good head for a Stock pulling
tractor with the engine running around 4,000 RPM would be the one with the
spark plug located in the center of the combustion chamber. And the best
head to use for a high RPM pulling tractor would be the one with the spark
plug located over the exhaust valve.
Did you know that installing two spark plugs per cylinder doesn't help
to increase the power output of an engine whatsoever? Simply because
one plug will be running hot (exhaust side) and the other will be cool (intake
side). Engine power is generated from the heat source, because heat is how
an engine produces power. When the
spark plug in the cylinder
head is located over (flathead) or close to (OHV) the exhaust valve,
 this maintains the majority
of the heat in the combustion chamber in one area. When heat is maintained
in one particular area in any given combustion chamber, the increase in power
will be much greater, especially at high RPM. Burning fuel
within a combustion chamber will "find" or locate the main heat source. The
fuel will burn more thoroughly, allowing the engine to produce more power
at any RPM. If the plug is located in the center of the combustion chamber,
the incoming fuel could splash against the plug's tip and cause the engine
to misfire or run erratic at high speed, especially when burning
methanol fuel. And the plug could easily
become fouled when burning gas, especially when the engine is cold. So it's
best to install just one spark plug positioned over the exhaust valve with
the plug gap set at .060". Because a .060" gap will simulate having two spark
plugs. Use of a high-performance coil will help produce a stronger spark,
too. this maintains the majority
of the heat in the combustion chamber in one area. When heat is maintained
in one particular area in any given combustion chamber, the increase in power
will be much greater, especially at high RPM. Burning fuel
within a combustion chamber will "find" or locate the main heat source. The
fuel will burn more thoroughly, allowing the engine to produce more power
at any RPM. If the plug is located in the center of the combustion chamber,
the incoming fuel could splash against the plug's tip and cause the engine
to misfire or run erratic at high speed, especially when burning
methanol fuel. And the plug could easily
become fouled when burning gas, especially when the engine is cold. So it's
best to install just one spark plug positioned over the exhaust valve with
the plug gap set at .060". Because a .060" gap will simulate having two spark
plugs. Use of a high-performance coil will help produce a stronger spark,
too.
 Indexing the spark plug will also help to increase power
and torque. This is when the open gap faces the center of the piston. It
helps in a more thorough combustion of the fuel so the engine will produce
more power at high RPM. Indexing washers is used to index a spark plug. They're
a copper washer of certain thicknesses that's placed on the threads of the
plug. Indexing of the spark plug helps to increase the power on a
high-performance engine that operates at high RPM. It doesn't help much on
a stock engine or at low RPM. Indexing the spark plug will also help to increase power
and torque. This is when the open gap faces the center of the piston. It
helps in a more thorough combustion of the fuel so the engine will produce
more power at high RPM. Indexing washers is used to index a spark plug. They're
a copper washer of certain thicknesses that's placed on the threads of the
plug. Indexing of the spark plug helps to increase the power on a
high-performance engine that operates at high RPM. It doesn't help much on
a stock engine or at low RPM.
Grind away any sharp edges (after milling head, milling out combustion chamber
and/or factory casting flash) within the combustion chamber, and polish the
entire combustion chamber, including around the valves and top of the piston,
to a high luster (smooth as glass, if possible) to help increase power and
torque, especially at higher RPM or at wide open throttle. Removing sharp
edges prevents hot spots, which can cause detonation and/or pre-ignite the
incoming fuel, and polishing reflects heat and prevents the majority of it
from being absorbed into the metals.
Go here for more information on this subject.
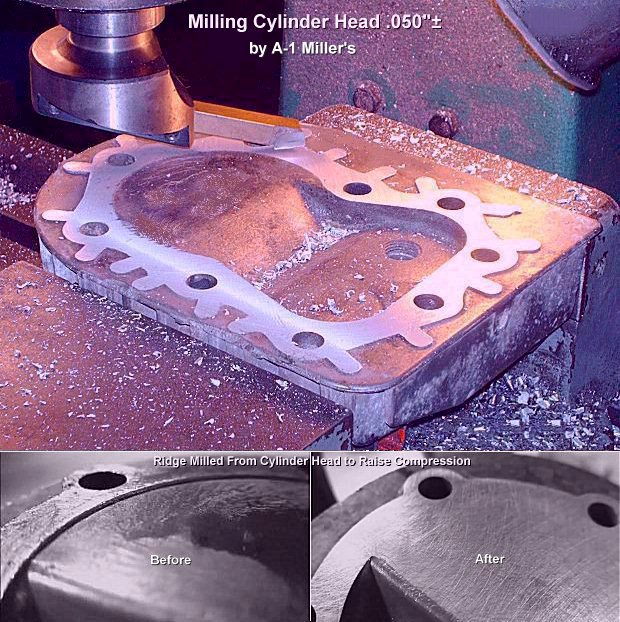 If you're
pulling in class where the rules state that the engine must have a stock
OEM cylinder head, stock valve lift and stock diameter
valves, and you want to get a little more power
out of your engine, what can be done is "shave" or mill the head. This is
when approximately .050" of metal is removed from the raised gasket mating
surface. The milling process of the head must be performed with a
fly cutter with the head securely clamped in a
milling machine vise fastened on the table of a
vertical milling machine. To guarantee that the gasket
mating surface is absolutely parallel to the height of the fins, before actually
milling the head, the fins must first be milled [in the vise on the table
of the milling machine] until they are all the same height. Then flip the
head over and the milling process can be performed. Failure to do this could
cause the gasket area be milled crooked and not parallel to the fins, resulting
in a lop-sided head. If you're
pulling in class where the rules state that the engine must have a stock
OEM cylinder head, stock valve lift and stock diameter
valves, and you want to get a little more power
out of your engine, what can be done is "shave" or mill the head. This is
when approximately .050" of metal is removed from the raised gasket mating
surface. The milling process of the head must be performed with a
fly cutter with the head securely clamped in a
milling machine vise fastened on the table of a
vertical milling machine. To guarantee that the gasket
mating surface is absolutely parallel to the height of the fins, before actually
milling the head, the fins must first be milled [in the vise on the table
of the milling machine] until they are all the same height. Then flip the
head over and the milling process can be performed. Failure to do this could
cause the gasket area be milled crooked and not parallel to the fins, resulting
in a lop-sided head.
 Then
if necessary, use a wide, flat
belt- or disc-sander/grinder to smooth the gasket surface.
And do not use a sander/grinder to mill a head. Use it only to resurface
a cylinder head to remove any warpage and restore flatness. If the material
on the sander/grinder is worn uneven (from multiple sandings), the head will
not resurface perfectly flat and/or may have skip marks. If you don't have
your sander/grinder, most automotive machine shops and woodworkers have one.
Remember - always wear a
face mask or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later.
Click
or tap here to learn how to resurface a warped cylinder head at home with
sandpaper. Then
if necessary, use a wide, flat
belt- or disc-sander/grinder to smooth the gasket surface.
And do not use a sander/grinder to mill a head. Use it only to resurface
a cylinder head to remove any warpage and restore flatness. If the material
on the sander/grinder is worn uneven (from multiple sandings), the head will
not resurface perfectly flat and/or may have skip marks. If you don't have
your sander/grinder, most automotive machine shops and woodworkers have one.
Remember - always wear a
face mask or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later.
Click
or tap here to learn how to resurface a warped cylinder head at home with
sandpaper.
Be sure to check the valve clearance before milling a head! If a lot of metal
is removed from the head, then milling of the valve cavity to clear the head
may also need to be done. In most cases with a stock-lift cam, there should
be adequate clearance once a stock OEM head is milled. Always check the
clearance with the valves at full lift before milling a head! To learn
how to do this, scroll down or
Click or tap here.
Milling of the head will increase the compression ratio about 3/4 of a point.
And depending on engine size, this will definitely, without a doubt, add
about 1-3 more horsepower and more torque. The engine will have a "snappier"
response when the throttle is opened suddenly, and if the engine is in good
running condition, it will literally "pull you back in the seat" of a garden
tractor when the engine is quickly accelerated. To learn what else can be
done to a stock engine to increase it's power output,
Click or tap here.
 Reusing
Metal-Shielded Head Gaskets - [Top of Page] Reusing
Metal-Shielded Head Gaskets - [Top of Page]
A used metal-shielded head gasket can be reused if it is in good condition
and not bent, distorted or burned-out. To reuse it, clean it thoroughly with
a spinning wire wheel, then coat it evenly with ordinary
aluminum or silver color spray paint (available at Walmart
or virtually any hardware store), reinstall the gasket, and tighten the head
bolts or nuts (with studs) to the correct torque specs. Normal operating
engine combustion heat will melt the aluminum/silver paint, creating an
absolutely perfect seal. And if a new, metal-shielded head gasket has light
surface rust from sitting in storage, the rust can be removed with a spinning
wire wheel, and then the gasket can be coated with the same
aluminum or silver color spray paint. It'll still be a
usable gasket, only with a much better appearance (and sealing quality).
This will not work with heavily-rusted head gaskets. And did you know that
aluminum paint was first applied on used head gaskets to reassemble engines
that was in the American World War 2 fighter planes? Aluminum paint was used
because at the time there was a shortage of new head gaskets. This is part
of the reason why most Americans don't speak German or Japanese today. (Hitler
said he was going to dance on the White House steps.)
 If an engine has a leaking head
gasket, then this means either the head bolts are loose or the cylinder head
is warped and needs to be resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. If you don't have your own sander/grinder, most automotive
machine shops and woodworkers have one. Remember - always wear a
face mask or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later. And if the head is perfectly flat and
if the head bolts or studs w/nuts are torqued to specs, most head gaskets
alone will seal with no problems. But if you want a guarantee that the gasket
will seal well to prevent a blown or leaking head gasket, clean out the head
bolt hole threads with a tap, and apply a thin layer of
Copper RTV Silicone Sealant (VersaChem - Mega Copper Silicone,
Permatex® Ultra Copper® Maximum Temperature RTV Silicone Gasket Maker
or Copper SPRAY-A-GASKET Hi Temp Adhesive Sealant) on each side of the head
gasket or cylinder head and engine block, then torque the bolts or studs
w/nuts to factory specs. Because engine heat has very little effect on silicone
rubber. It's made of fine-ground up heat-transferring compressible copper
mixed with silicone. Walmart and most auto parts stores sell copper RTV silicone
sealant. It doesn't matter which brand to use, they work the same. If an engine has a leaking head
gasket, then this means either the head bolts are loose or the cylinder head
is warped and needs to be resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. If you don't have your own sander/grinder, most automotive
machine shops and woodworkers have one. Remember - always wear a
face mask or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later. And if the head is perfectly flat and
if the head bolts or studs w/nuts are torqued to specs, most head gaskets
alone will seal with no problems. But if you want a guarantee that the gasket
will seal well to prevent a blown or leaking head gasket, clean out the head
bolt hole threads with a tap, and apply a thin layer of
Copper RTV Silicone Sealant (VersaChem - Mega Copper Silicone,
Permatex® Ultra Copper® Maximum Temperature RTV Silicone Gasket Maker
or Copper SPRAY-A-GASKET Hi Temp Adhesive Sealant) on each side of the head
gasket or cylinder head and engine block, then torque the bolts or studs
w/nuts to factory specs. Because engine heat has very little effect on silicone
rubber. It's made of fine-ground up heat-transferring compressible copper
mixed with silicone. Walmart and most auto parts stores sell copper RTV silicone
sealant. It doesn't matter which brand to use, they work the same.
When to Use a Copper Head Gasket
- [Top of Page]
 Regardless of the thickness
of a copper head gasket, these should only be used with a machined billet
cylinder head and for competition pulling. If a copper head gasket is used
with an OEM Kohler cylinder head, it would most likely leak compression between
the head bolts, even when copper silicone is used. This is because all OEM
heads are much thinner than the thicker billet heads, and when the head bolts
(or nuts w/studs) are torqued to specs, the OEM head will flex and press
down a few thousandths of an inch where the head bolts are, and with a copper
head gasket, it will not "clamp down" entirely against the gasket between
the head bolts. The head doesn't necessarily become warped, it just flexes
or bends. Therefore, it's best to use the "cushiony" OEM Kohler type of head
gasket with an OEM head to compensate for the flexing or bending to help
it seal better, even for competition pulling. Regardless of the thickness
of a copper head gasket, these should only be used with a machined billet
cylinder head and for competition pulling. If a copper head gasket is used
with an OEM Kohler cylinder head, it would most likely leak compression between
the head bolts, even when copper silicone is used. This is because all OEM
heads are much thinner than the thicker billet heads, and when the head bolts
(or nuts w/studs) are torqued to specs, the OEM head will flex and press
down a few thousandths of an inch where the head bolts are, and with a copper
head gasket, it will not "clamp down" entirely against the gasket between
the head bolts. The head doesn't necessarily become warped, it just flexes
or bends. Therefore, it's best to use the "cushiony" OEM Kohler type of head
gasket with an OEM head to compensate for the flexing or bending to help
it seal better, even for competition pulling.
If the deck (top) of the engine block and cylinder head gasket surface are
perfectly flat, and if the valves have adequate head clearance at full lift,
and if the piston doesn't come flush with the top of the block, or if the
head is milled for a pop-out piston, then a head gasket isn't really necessary.
Just use the copper silicone as described above
È. When using copper/silicone only as
a head to block sealant, it'll be like using a dried "liquid" copper head
gasket. The absence of a head gasket will prevent the head from warping when
the head bolts or nuts with studs are torqued to specs. The head and block
will have positive metal to metal contact with the silicone filling in any
imperfections between the two metals. The copper particles will transfer
the heat. But if the piston pops out of the cylinder, the clearance between
the piston and head will need to have a safety margin of minimum .030" due
to rod stretch and crankshaft flex at very high RPM. And yes, when
precision-balanced, even a cast iron crankshaft will flex a few thousands
of an inch at high RPM without breaking. The clearances over each valve when
at full lift will need to be checked, too.
 For dirty or rusted engine blocks,
to prevent a blown or leaking head gasket, besides resurfacing the head(s)
and cleaning the deck of the block, due to dirt/debris that gets accumulated
in the threads for the head bolts, the threads may need to be cleaned out
with the appropriate size tap (5/16-18 UNC (coarse thread) for Kohler engine
models K141, K161/K160, K181, L160/L161, L181 and M8 engines; and 3/8-16
UNC (coarse thread) for Kohler engine models K241, M10, K301, M12, K321,
M14, K341, M16 and K361 engines) to get the head to fully compress the gasket
when the bolts are torqued to specs. It's best to use a TAPER hand tap. A
TAPER tap cleans threads more thoroughly [than a PLUG tap] and is less likely
to break off in the block when in use. Then a PLUG tap can be used to clean
the bolt holes deeper. Be sure the threads on the bolts are clean, too. And
to obtain the proper torque, apply clean motor oil on the threads before
installing and torquing the bolts to specs. This should be done with any
engine, lawn & garden, farm, heavy equipment or automotive. For dirty or rusted engine blocks,
to prevent a blown or leaking head gasket, besides resurfacing the head(s)
and cleaning the deck of the block, due to dirt/debris that gets accumulated
in the threads for the head bolts, the threads may need to be cleaned out
with the appropriate size tap (5/16-18 UNC (coarse thread) for Kohler engine
models K141, K161/K160, K181, L160/L161, L181 and M8 engines; and 3/8-16
UNC (coarse thread) for Kohler engine models K241, M10, K301, M12, K321,
M14, K341, M16 and K361 engines) to get the head to fully compress the gasket
when the bolts are torqued to specs. It's best to use a TAPER hand tap. A
TAPER tap cleans threads more thoroughly [than a PLUG tap] and is less likely
to break off in the block when in use. Then a PLUG tap can be used to clean
the bolt holes deeper. Be sure the threads on the bolts are clean, too. And
to obtain the proper torque, apply clean motor oil on the threads before
installing and torquing the bolts to specs. This should be done with any
engine, lawn & garden, farm, heavy equipment or automotive.
Removing a Broken-Off Tap - A threading tap that has broken off
in an engine block or metal casting can be very difficult to remove. About
all I can tell you is to either take your block to a reputable machine shop
to have the tap removed, or go here and try to do it yourself:
https://www.google.com/?gws_rd=ssl#q=removing+broken+tap+from+hole.
Actually, it's best to use a TAPER hand tap to cut new threads and clean
out existing threads. If used correctly, a TAPER tap is less likely to break
off.
Click or tap here to learn how to cut new threads, the professional
way.
And OEM Kohler head bolts don't need to be retorqued again after the engine
gets hot. Also, as long as there's plenty of metal on the hex head (due to
being rusted away), they can be reused many times. The OEM Kohler head bolts
are actually harder than hardware store grade 8 bolts and the threads don't
stretch on them whatsoever. Personally, I always try to reuse Kohler head
bolts on my engine builds whenever possible.
To repair broken-off head bolt(s)...
-
Try applying
 GUNK Liquid Wrench to the broken stud(s), allow the Liquid
Wrench to soak in after a few minutes, then use
Vise-Grips locking pliers to very gently twist the stud
back and forth. GUNK Liquid Wrench to the broken stud(s), allow the Liquid
Wrench to soak in after a few minutes, then use
Vise-Grips locking pliers to very gently twist the stud
back and forth.
-
If the first step doesn't work, heat the area around the stud with an
oxy-acetylene welding torch and twist the stud with the
Vise-Grips again.
-
If the above still don't work, as the last result, the broken stud(s) will
need to be ground flush with the surface on the block, carefully drilled
out
perpendicular
with the block, and the threads retapped. (The studs are obviously made
of mild steel. That's why it/they broke off in the first place.)
-
Resurface the cylinder head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness, and install new grade 8 bolts with
anti-seize compound on the threads. If you don't have your
own belt/disc sander/grinder, most automotive machine shops and woodworkers
have one. Remember - always wear a
face mask or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later.
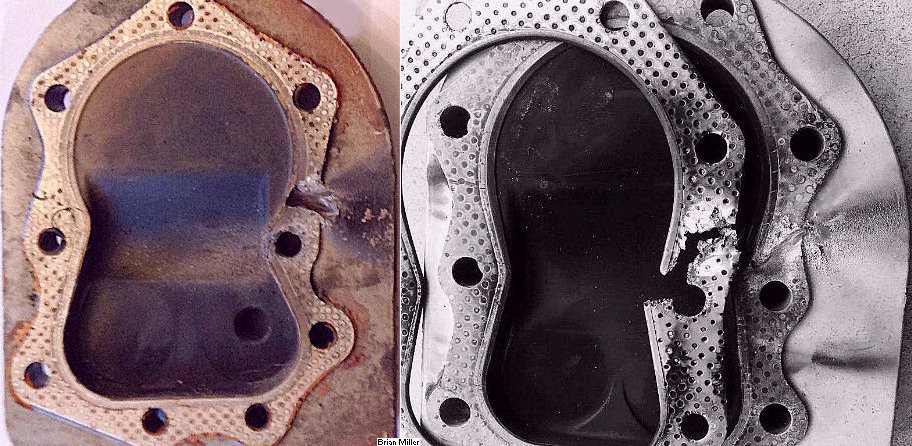
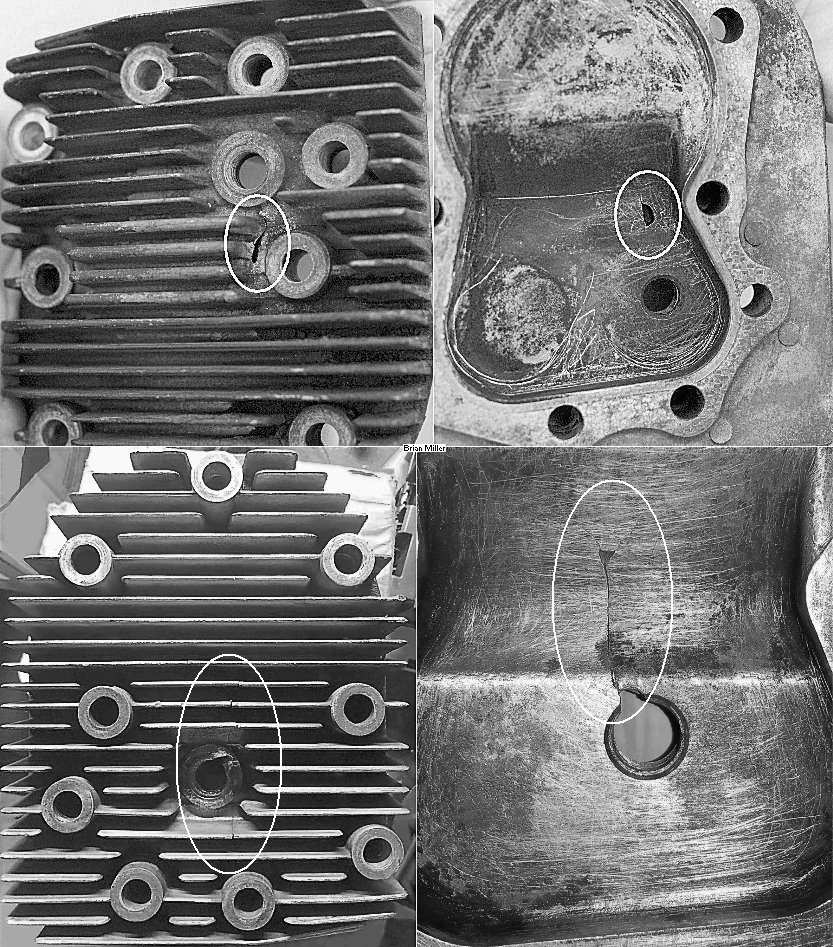
If a small engine cylinder head is burned out (usually close to the exhaust
valve), if it's burned out where the gasket seals, as long as there's no
cracks in the head, it can be successfully welded up, machined flat, the
bolt hole redrilled and be put back into service. The following items are
what causes cylinder head burn-out...
-
Loose head bolts or nuts (with studs). Always torque head bolts or nuts
in the correct sequence and to the proper torque value. Apply
high temperature/high strength liquid threadlocker on threads
of studs to prevent them from loosening in the engine block. FYI -
When storing an opened container of liquid threadlocker or Super Glue, store
it upright and not laying flat. The [capped] tip will not dry out and clog
when stored upright.
-
Head warpage caused by clogged cooling fins (grass, debris, etc.), or head
milled too thin, which will create an air gap between the head bolts or
nuts/studs.
-
Too lean of carburetor high speed air/fuel mixture at full governed speed.
-
Severely worn throttle shaft in carburetor. This will lean out the high speed
air/fuel mixture at full governed speed. (A new bushing will need to be
installed, and a new throttle shaft may need to be installed as well.)
-
High speed air/fuel mixture set too lean on a Carter, Kohler or fully adjustable
Walbro carburetor.
-
If engine has a Walbro carburetor with a fixed/non-adjustable high speed
main jet and was running above 3,200 RPM, this will severely lean out the
high speed air/fuel mixture. (This is a common thing with the fixed high
speed main jet Walbro carburetors).
-
Vacuum leak at the carburetor mounting gasket, resulting in a lean air/fuel
mixture.
Advertisement: (Prices are subject to change without notice.)
| Click here to contact A-1 Miller's
Performance Enterprises to place an order, send your parts for repairing,
and/or for FREE professional and honest technical customer service assistance
and support and payment options. Please contact A-1 Miller's if you need
a part or parts, or service(s) performed that's not listed or mentioned in
this website. |
 A-1 Miller's
Professional Repair Service - Resurface air-cooled small engine flathead
or OHV cylinder head on wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness for better sealing of head gasket and prevent possibility
of burning-out of [high dollar] head due to severe warpage. (Sanders are
not just for woodworking.) Includes deburring of sharp edge around combustion
chamber to prevent detonation or pre-ignition.
Click or tap here for cylinder
head bolt torque specs. $10.00 labor, plus return shipping &
handling. A-1 Miller's
Professional Repair Service - Resurface air-cooled small engine flathead
or OHV cylinder head on wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness for better sealing of head gasket and prevent possibility
of burning-out of [high dollar] head due to severe warpage. (Sanders are
not just for woodworking.) Includes deburring of sharp edge around combustion
chamber to prevent detonation or pre-ignition.
Click or tap here for cylinder
head bolt torque specs. $10.00 labor, plus return shipping &
handling.
NOTE - If it's repairable and reusable, do not discard your cylinder head
or other Kohler parts. Most discontinued OEM Kohler parts in good, reusable
condition are hard to find nowadays, and nothing works better than the original
part(s) the engine is designed for. |
| A-1 Miller's
Professional Repair Service - Mill approximately .050" from Kohler K241,
M10, K301, M12, K321, M14, K341 or M16 cylinder head to raise compression
ratio approximately .75:1 to increase horsepower and torque. Includes remove
prominent/raised gasket mating surface from head and deburr sharp edge around
combustion chamber to prevent detonation or pre-ignition.
Torque head bolts to 25-30 ft. lb. / 300-360 in.
lb. in sequence. $25.00 labor each, plus return shipping &
handling.
NOTE: To lessen the chance of a blown or leaking head gasket, clean out
the head bolt hole threads with a tap, and seal the head gasket with
Copper RTV Silicone Sealant (VersaChem - Mega Copper Silicone,
Permatex® Ultra Copper® Maximum Temperature RTV Silicone Gasket Maker
or Copper SPRAY-A-GASKET Hi Temp Adhesive Sealant) on each side of the head
gasket or cylinder head and engine block to prevent a blown or leaking head
gasket. Because engine heat has very little effect on silicone rubber. It's
made of fine-ground up heat-transferring compressible copper mixed with silicone.
Walmart and most auto parts stores sell copper RTV silicone sealant. It doesn't
matter which brand to use, they work the same. |
| A-1 Miller's Professional Repair Service - Professionally
weld up burned-out gasket surface in small engine cylinder head, resurface
on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness, and redrill bolt hole, if needed. The welding process
involves grinding away the impurities in the aluminum, and the aluminum welding
becomes integrated with or part of the aluminum in the head, resulting in
superior bonding with no separation whatsoever. NOTE - As long as there's
no cracks in the head, it can be successfully welded up, resurfaced, and
the bolt hole redrilled. IMPORTANT - The main causes of a burn-out are: 1)
Throttle shaft in the carburetor is severely worn, allowing extra air in
the combustion chamber, which will lean out the air/fuel mixture at high
RPM; 2) The adjustable high speed main air/fuel mixture screw is set too
lean; 3) The engine is ran above 3,200 RPM with a [Walbro] carburetor having
a fixed/non-adjustable high speed main jet. To prevent the burn-out from
happening again, either of these things should be fixed correctly before
the cylinder head (engine) is put back into service. $75.00 for
welding and machining, plus return shipping & handling. If it's repairable
and reusable, do not discard your cylinder head or other Kohler parts. Most
discontinued OEM Kohler parts in good, reusable condition are hard to find
nowadays, and nothing works better than the original part(s) the engine is
designed for.
A-1 Miller's Professional Repair Service - Drill out rusted-in/broken
off [1/4"] bolt in cylinder head and retap threads for fastening of baffle
shields (sheet metal) and/or brackets. No need to purchase another hard-to-find
cylinder head that's in good condition. Also includes resurface head on a
wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. NOTE: Always apply
anti-seize compound on threads of bolt before installing.
$10.00 each labor, plus return shipping & handling. IMPORTANT:
Click or tap here for cylinder head bolt and spark
plug torque specs. NOTE: If it's repairable and reusable, do not discard
your cylinder head or other Kohler parts. Most discontinued OEM Kohler parts
in good, reusable condition are hard to find nowadays, and nothing works
better than the original part(s) the engine is designed for.
 A-1 Miller's Professional
Repair Service - Install Heli-Coil thread repair insert in stripped-out
14mm spark plug hole if not larger than 5/8" in diameter. No need to purchase
another hard-to-find high dollar cylinder head that's in good condition.
304 stainless steel w/200,000 psi tensile strength. Includes resurfacing
of head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. $20.00 each for parts and labor, plus return
shipping & handling. IMPORTANT: Click or
tap here for cylinder head bolt and spark plug torque specs. NOTE: If
it's repairable and reusable, do not discard your cylinder head or other
Kohler parts. Most discontinued OEM Kohler parts in good, reusable condition
are hard to find nowadays, and nothing works better than the original part(s)
the engine is designed for. A-1 Miller's Professional
Repair Service - Install Heli-Coil thread repair insert in stripped-out
14mm spark plug hole if not larger than 5/8" in diameter. No need to purchase
another hard-to-find high dollar cylinder head that's in good condition.
304 stainless steel w/200,000 psi tensile strength. Includes resurfacing
of head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. $20.00 each for parts and labor, plus return
shipping & handling. IMPORTANT: Click or
tap here for cylinder head bolt and spark plug torque specs. NOTE: If
it's repairable and reusable, do not discard your cylinder head or other
Kohler parts. Most discontinued OEM Kohler parts in good, reusable condition
are hard to find nowadays, and nothing works better than the original part(s)
the engine is designed for.
 A-1 Miller's Professional
Repair Service - Weld up excessively enlarged spark plug threaded hole,
machine [lump of] welding even with head, and professionally drill and tap
new 14mm spark plug threads perpendicular with the head. The welding process
involves grinding away the impurities in the aluminum, and the aluminum welding
becomes integrated with or part of the aluminum in the head, resulting in
superior bonding with no separation whatsoever. No need to purchase another
hard-to-find high dollar cylinder head that's in good condition. Includes
resurfacing of head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. $120.00 each for welding and machining, plus
return shipping & handling. IMPORTANT: To prevent stripping the threads,
do not overtighten spark plug! Torque spark plug to 180-240 in. lb. or 15-20
ft. lb. Click or tap here
for cylinder head bolt and spark plug torque specs. NOTE: If it's repairable
and reusable, do not discard your cylinder head or other Kohler parts. Most
discontinued OEM Kohler parts in good, reusable condition are hard to find
nowadays, and nothing works better than the original part(s) the engine is
designed for. A-1 Miller's Professional
Repair Service - Weld up excessively enlarged spark plug threaded hole,
machine [lump of] welding even with head, and professionally drill and tap
new 14mm spark plug threads perpendicular with the head. The welding process
involves grinding away the impurities in the aluminum, and the aluminum welding
becomes integrated with or part of the aluminum in the head, resulting in
superior bonding with no separation whatsoever. No need to purchase another
hard-to-find high dollar cylinder head that's in good condition. Includes
resurfacing of head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. $120.00 each for welding and machining, plus
return shipping & handling. IMPORTANT: To prevent stripping the threads,
do not overtighten spark plug! Torque spark plug to 180-240 in. lb. or 15-20
ft. lb. Click or tap here
for cylinder head bolt and spark plug torque specs. NOTE: If it's repairable
and reusable, do not discard your cylinder head or other Kohler parts. Most
discontinued OEM Kohler parts in good, reusable condition are hard to find
nowadays, and nothing works better than the original part(s) the engine is
designed for.
Mill out exhaust valve cavity in LP and 2nd generation cylinder head to clear
the larger 1-3/8" exhaust valve. $25.00 labor, plus return shipping
& handling. |
 Cylinder head gasket. Fits
Kohler flathead engine models K90/K91. Approximately .050" compressed thickness.
Doesn't need to be retorqued again once hot. Click
or tap here for cylinder head bolt torque specs. Included in complete
engine rebuild gasket set. Discontinued Kohler part # 220124-S. Cylinder head gasket. Fits
Kohler flathead engine models K90/K91. Approximately .050" compressed thickness.
Doesn't need to be retorqued again once hot. Click
or tap here for cylinder head bolt torque specs. Included in complete
engine rebuild gasket set. Discontinued Kohler part # 220124-S.
-
High quality aftermarket. $7.50 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K141, K160, K161, K181
and M8. Approximately .050" compressed thickness. Doesn't need to be retorqued
again once hot. Click or tap here for cylinder head
bolt torque specs. Included in complete engine rebuild gasket set. Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K141, K160, K161, K181
and M8. Approximately .050" compressed thickness. Doesn't need to be retorqued
again once hot. Click or tap here for cylinder head
bolt torque specs. Included in complete engine rebuild gasket set.
-
Aftermarket. $7.00 each, plus shipping & handling.
-
OEM Kohler part # 41 041 10-S. $10.76 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K241, M10, K301, M12, K321
and M14. Approximately .050" compressed thickness. Doesn't need to be retorqued
once hot. Click or tap here for cylinder head bolt
torque specs. Included in complete engine rebuild gasket set. Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K241, M10, K301, M12, K321
and M14. Approximately .050" compressed thickness. Doesn't need to be retorqued
once hot. Click or tap here for cylinder head bolt
torque specs. Included in complete engine rebuild gasket set.
-
Aftermarket. $6.25 each, plus shipping & handling.
-
OEM Kohler part # 47 041 15-S. $22.75 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K341 and M16. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set. Cylinder head gasket. Fits
Kohler K-series and Magnum flathead engine models K341 and M16. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set.
-
Aftermarket. $11.50 each, plus shipping & handling.
-
OEM Kohler part # 45 041 17-S. $17.52 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler engine model K361. Approximately .050" compressed thickness with steel
fire ring. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Discontinued Kohler part # 45 052 02-S, Cub Cadet/MTD part #
KH-45-052-02-S. Cylinder head gasket. Fits
Kohler engine model K361. Approximately .050" compressed thickness with steel
fire ring. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Discontinued Kohler part # 45 052 02-S, Cub Cadet/MTD part #
KH-45-052-02-S.
-
High quality aftermarket. $28.00 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler opposed twin cylinder engine models K482, K532 and K582. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set. Cylinder head gasket. Fits
Kohler opposed twin cylinder engine models K482, K532 and K582. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set.
-
OEM Kohler part # 48 041 13-S. 11.30 each, plus shipping & handling.
|
 Cylinder head gasket. Fits
Kohler KT-series and Magnum opposed twin cylinder engine models MV16, KT17,
KT17 Series II, KT19, KT19 Series II, M18, MV18, M20 and MV20. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set. Cylinder head gasket. Fits
Kohler KT-series and Magnum opposed twin cylinder engine models MV16, KT17,
KT17 Series II, KT19, KT19 Series II, M18, MV18, M20 and MV20. Approximately
.050" compressed thickness. Doesn't need to be retorqued again once hot.
Click or tap here for cylinder head bolt torque
specs. Included in complete engine rebuild gasket set.
-
Aftermarket. $21.00 each, plus shipping & handling.
-
OEM Kohler part # 52 041 20-S. $25.60 each, plus shipping & handling.
|
 Cylinder Head Gasket. Fits
Kohler engine models K660 and K661. Approximately .050" compressed thickness.
Torque head bolts to 15-20 ft. lb. / 180-240 in. lb. Doesn't need to be retorqued
again once hot. Cylinder Head Gasket. Fits
Kohler engine models K660 and K661. Approximately .050" compressed thickness.
Torque head bolts to 15-20 ft. lb. / 180-240 in. lb. Doesn't need to be retorqued
again once hot.
-
New Old Stock. Discontinued Kohler part # 275156-S. $35.00± each
(depending on source), plus shipping & handling. (When available.)
|
| A-1 Miller's Professional Repair Service
- Repair stripped spark plug threads with a Heli-Coil insert
in YOUR cylinder head and/or drill out broken bolt and retap threads for
fastening of baffle shields (sheet metal). Includes resurfacing of head to
remove any warpage and restore flatness. $25.00 - $45.00 parts and
labor, depending on extent of repair.
A-1 Miller's Professional Repair Service - Weld up
excessively enlarged spark plug threads, machine (mill) welding flat, and
drill and tap new 14mm spark plug threads. No need to purchase another
hard-to-find cylinder head that's in good condition. Labor includes resurfacing
of air-cooled small engine cylinder head on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. $120.00 each for welding and machining, plus
return shipping & handling. |
 Cylinder Head.
Fits Kohler engine models K141, K160, K161, K181 and M8. Cleaned and resurfaced
on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. No cracks. Cooling fins, spark plug threads and bolt
holes for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder
head bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for. Cylinder Head.
Fits Kohler engine models K141, K160, K161, K181 and M8. Cleaned and resurfaced
on a wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. No cracks. Cooling fins, spark plug threads and bolt
holes for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder
head bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for.
-
Used and in excellent condition. Discontinued Kohler part # 41 015 02-S (most
common part). $125.00 each, plus shipping & handling. (When
available.)
 1st Generation High Compression
"LP" Cylinder Head. Fits Kohler K-series engine models K241, K301 and K321
with the small (1-1/8") exhaust valve. Also fits certain Kohler Magnum engine
models M10 and M12. Spark plug located in middle of combustion chamber. Due
to the location of the spark plug, this head is not designed for use on a
K-series AQS "Quiet Line" engine. Rare, hard to find part nowadays. The number
embossed on this head is 235461. Requires 2" length head
bolts. It has a heart-shape combustion chamber with no depression over
the piston. Spark plug located in middle of combustion chamber. Cleaned and
resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder head
bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for. 1st Generation High Compression
"LP" Cylinder Head. Fits Kohler K-series engine models K241, K301 and K321
with the small (1-1/8") exhaust valve. Also fits certain Kohler Magnum engine
models M10 and M12. Spark plug located in middle of combustion chamber. Due
to the location of the spark plug, this head is not designed for use on a
K-series AQS "Quiet Line" engine. Rare, hard to find part nowadays. The number
embossed on this head is 235461. Requires 2" length head
bolts. It has a heart-shape combustion chamber with no depression over
the piston. Spark plug located in middle of combustion chamber. Cleaned and
resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder head
bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for.
-
Used and in excellent condition. Discontinued Kohler part # 236546, and
discontinued Cub Cadet part # IH-385303-R1. $200.00 each, plus shipping
& handling. (When available.)
 2nd Generation Cylinder Head.
Fits Kohler K-series engine models K241, K301 and K321 with the small (1-1/8")
exhaust valve. Also fits certain Kohler Magnum engine models M10 and M12.
Spark plug located in middle of combustion chamber. Due to the location of
the spark plug, this head is not designed for use on a K-series AQS "Quiet
Line" engine. It has a heart-shape combustion chamber with a depression over
the piston. Cleaned and resurfaced on a
wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. No cracks. Cooling fins, spark plug threads and bolt
holes for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder
head bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for. 2nd Generation Cylinder Head.
Fits Kohler K-series engine models K241, K301 and K321 with the small (1-1/8")
exhaust valve. Also fits certain Kohler Magnum engine models M10 and M12.
Spark plug located in middle of combustion chamber. Due to the location of
the spark plug, this head is not designed for use on a K-series AQS "Quiet
Line" engine. It has a heart-shape combustion chamber with a depression over
the piston. Cleaned and resurfaced on a
wide, flat
belt- or disc-sander/grinder to remove any warpage
and restore flatness. No cracks. Cooling fins, spark plug threads and bolt
holes for fastening of baffle shields (sheet metal) all in good condition.
IMPORTANT: Click or tap here for cylinder
head bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for.
-
Used and in excellent condition. Head with short bolt hole bosses; requires
1-1/2" length head bolts. Discontinued Kohler part
# 236675. $85.00 each, plus shipping & handling. (When
available.)
-
Used and in excellent condition. Head with tall bolt hole bosses; requires
2" length head bolts. Discontinued Kohler part #'s
236546 and 235475. $75.00 each, plus shipping & handling. (When
available.)
 3rd Generation Cylinder Head.
Fits Fits Kohler K-series engine models K241, K301 and K321. Also fits certain
Kohler Magnum engine models M10, M12 and M14. Spark plug located in middle
of combustion chamber. Due to the location of the spark plug, this head is
not designed for use on a K-series AQS "Quiet Line" engine. It has a D-shape
combustion chamber with a depression over the piston. Cleaned and resurfaced
on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
Requires 1-1/2" length head bolts. IMPORTANT:
Click or tap here for cylinder head bolt and spark
plug torque specs. NOTE: If it's repairable and reusable, do not discard
your cylinder head or other Kohler parts. Most discontinued OEM Kohler parts
in good, reusable condition are hard to find nowadays, and nothing works
better than the original part(s) the engine is designed for. 3rd Generation Cylinder Head.
Fits Fits Kohler K-series engine models K241, K301 and K321. Also fits certain
Kohler Magnum engine models M10, M12 and M14. Spark plug located in middle
of combustion chamber. Due to the location of the spark plug, this head is
not designed for use on a K-series AQS "Quiet Line" engine. It has a D-shape
combustion chamber with a depression over the piston. Cleaned and resurfaced
on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
Requires 1-1/2" length head bolts. IMPORTANT:
Click or tap here for cylinder head bolt and spark
plug torque specs. NOTE: If it's repairable and reusable, do not discard
your cylinder head or other Kohler parts. Most discontinued OEM Kohler parts
in good, reusable condition are hard to find nowadays, and nothing works
better than the original part(s) the engine is designed for.
-
Used and in excellent condition. Discontinued Kohler part # 237829.
$75.00 each, plus shipping & handling. (When available.)
-
New high quality aftermarket OEM Kohler-replicated K241, M10, K301, M12,
K321 or M14 cylinder head. $175.00 each, plus shipping & handling.
 4th Generation Cylinder Head.
Fits Kohler K-series AQS "Quiet Line" engine models K241, K301 and K321.
Also fits certain Kohler Magnum engine models M10, M12 and M14. Spark plug
located over exhaust valve. Has a D-shape combustion chamber with a depression
over the piston. Cleaned and resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
Each listed below requires 1-1/2" length head bolts.
IMPORTANT: Click or tap here for cylinder head
bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for. 4th Generation Cylinder Head.
Fits Kohler K-series AQS "Quiet Line" engine models K241, K301 and K321.
Also fits certain Kohler Magnum engine models M10, M12 and M14. Spark plug
located over exhaust valve. Has a D-shape combustion chamber with a depression
over the piston. Cleaned and resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
Each listed below requires 1-1/2" length head bolts.
IMPORTANT: Click or tap here for cylinder head
bolt and spark plug torque specs. NOTE: If it's repairable and reusable,
do not discard your cylinder head or other Kohler parts. Most discontinued
OEM Kohler parts in good, reusable condition are hard to find nowadays, and
nothing works better than the original part(s) the engine is designed for.
-
Used and in excellent condition. Discontinued Kohler part # 237670.
$150.00 each, plus shipping & handling. (When available.)
-
New. OEM Kohler part # 237830-S.$310.00 each, plus shipping &
handling.
Kohler engine model K341 16hp
Cylinder Head. Cleaned and resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt holes
for fastening of baffle shields (sheet metal) all in good condition.
Requires 1-1/2" length head bolts. NOTE: If it's
repairable and reusable, do not discard your cylinder head or other Kohler
parts. Most discontinued OEM Kohler parts in good, reusable condition are
hard to find nowadays, and nothing works better than the original part(s)
the engine is designed for.
-
Used and in excellent condition. Discontinued Kohler part #'s 45 015 03-S,
45 015 04-S, 45 015 06-S or 45 015 09-S. $200.00 each, plus shipping
& handling. (When available.)
A-1 Miller's Professional Valve Seat Repair Service
for Kohler Engine Model K361 Cylinder Head. [Top of
Page] This service is for an engine that does not blow blue smoke out
the exhaust and burn oil. Performing a professional valve job restores full
compression, which allows the engine to start quicker, idle smoothly without
stalling, and (if the ignition timing and carburetor adjustments are set
correctly, too), it will produce full power at top governed speed.
Click or tap here for cylinder
head bolt torque specs. And if you've ever wondered how the K361 rocker
arms receive plenty of oil to keep them lubricated, when the engine is running
at full governed speed, internal air pressure from the downward stroke of
the piston forces crankcase oil through the pushrod tubes onto the rocker
arms. A proven, ingenious and innovative concept by Brian Miller.
Please do not accept advertised copycat products of this kind. (But I do
appreciate them acknowledging my ingenuity and intelligence.)

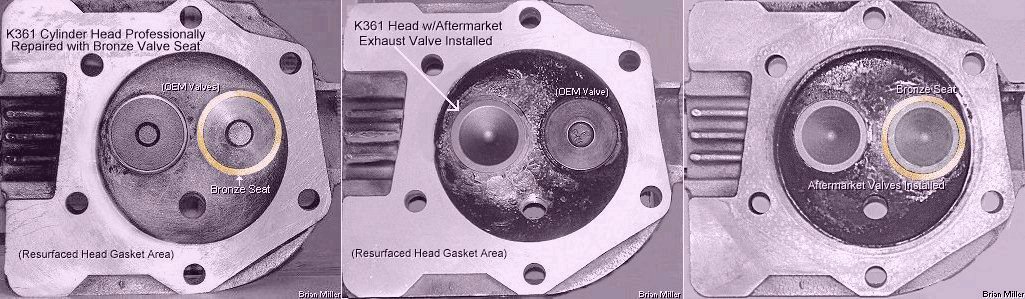
-
 Repair loose valve seat with
a new BRONZE valve seat. FYI - A
replacement pressed-in steel valve seat will loosen, without a doubt,
after a short time in an aluminum cylinder head, even if it's professionally
installed. But a replacement pressed-in bronze seat will NOT loosen when
professionally installed because the "roughness" of bronze surface grips
or adheres to aluminum much better than the "slick" surface of a steel seat.
Plus, being bronze is actually harder than cast iron, it will wear very little
and hold up to extreme heat, even for the exhaust side. $75.00
each for parts and labor, plus return shipping & handing. Repair loose valve seat with
a new BRONZE valve seat. FYI - A
replacement pressed-in steel valve seat will loosen, without a doubt,
after a short time in an aluminum cylinder head, even if it's professionally
installed. But a replacement pressed-in bronze seat will NOT loosen when
professionally installed because the "roughness" of bronze surface grips
or adheres to aluminum much better than the "slick" surface of a steel seat.
Plus, being bronze is actually harder than cast iron, it will wear very little
and hold up to extreme heat, even for the exhaust side. $75.00
each for parts and labor, plus return shipping & handing.
-
Repair worn inside of valve guide with a thin-wall bronze sleeve insert.
$20.00 each for parts and labor, plus return shipping & handing.
-
Replace loose guide valve with an oversize O.D. guide. $40.00 each
for parts and labor, plus return shipping & handing.
-
Resurface head gasket mating surface to remove any warpage and restore flatness.
$20.00 labor, plus return shipping & handing.
-
Perform valve job (regrind both valve faces and seats) to OEM angles, lap-in
valves, install new valve stem seal, reinstall valves, springs, rotators
and keepers/locks/collets. $45.00 labor, plus
return shipping & handling.
-
If necessary after performing valve job, replace both original OEM 1-9/16"
length valve springs with OEM Kohler 1-3/4" length springs so engine will
produce more power at full governed speed without erratic valve behavior
or misfire. $20.00 extra for both springs.
-
Gaskets to Reinstall Rebuilt K361 Cylinder Head on Engine. (Each
part listed below included in the full
engine gasket set.)
-
 Head gasket. High quality
aftermarket. Discontinued Kohler part # 45 052 02-S. $24.00 each,
plus shipping & handling. Head gasket. High quality
aftermarket. Discontinued Kohler part # 45 052 02-S. $24.00 each,
plus shipping & handling.
-
Rocker arm housing gasket. High quality aftermarket. Discontinued Kohler
part # 45 041 14-S. $15.00 each, plus shipping & handling.
-
Rocker arm cover gasket. OEM Kohler part # 45 041 09-S. $8.00 each,
plus shipping & handling.
-
Two pushrod tube neoprene rubber O-rings. (Kohler part # 45 153 01-S.
$2.00/two, plus shipping & handling.
-
Intake tube mounting gasket. Kohler part # 271030-S. $1.00 each, plus
shipping & handling.
FYI - I have found that the Kohler K361 18hp OHV cylinder head use the
longer 1-3/4" valve spring (uncompressed length; discontinued Kohler part
# 235010-S) with rotators for both valves, the same spring that certain early
K241, K301 and K321 engines use with the stamped retainer. And of course,
certain later K241, K301, K321, and all K341 engines have the shorter 1-9/16"
spring (uncompressed length; discontinued Kohler part # 235168-S) with the
rotator. Anyway, the official Kohler parts manual says that the K361 use
the shorter 1-9/16" springs (with rotators) for both valves, but apparently,
it's wrong! It obviously requires the longer 1-3/4" springs (with rotators).
And of all the K361 engines that I've rebuilt through the years, with the
1-3/4" springs and rotators installed, there is no coil bind. Coil bind is
when the coils of the spring make contact with each other at maximum valve
lift. I've had a customer send his K361 head to me for repairs, and when
I spoke to him on the phone about his engine, he mentioned that the engine
had always made a chattering/rattling sound at full governed speed and lacked
sufficient power. So I checked the valve springs, and sure enough, it had
the shorter 1-9/16" springs (with rotators). My customer was lucky it didn't
drop a valve. That would've been a nightmare! So I installed a set of the
longer 1-3/4" springs (with rotators). The valves felt stiffer when I pushed
down on them with my hand, too. - Brian Miller
Kohler engine model K361
(OHV 18hp) Cylinder Head Assembly. Professionally rebuilt and fully
assembled. Includes valves, springs, rotators, stabilizers and keepers. Cleaned
and resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt hole
threads are in good condition. Valve seats and/or valve guides reground
or replaced, if necessary. NOTE: If it's repairable and reusable, do not
discard your cylinder head or other Kohler parts. Most discontinued OEM Kohler
parts in good, reusable condition are hard to find nowadays, and nothing
works better than the original part(s) the engine is designed for. Each
head listed below is used and in excellent condition. Discontinued Kohler
part #'s 45 318 04 -S and 45 755 10-S.
-
With rebuildable core trade-in/exchange. $250.00 each, plus shipping
& handling. (When available.)
-
Outright with no core trade-in/exchange. $400.00 each, plus shipping
& handling. (When available.)
-
Gasket kit to reinstall rebuilt K361 cylinder head on engine. $50.00
each, plus shipping & handling.
-
New head bolts. Fits Kohler engine model K361. 3/8" diameter x 1-1/2" thread
length grade 8 bolts and hardened washers. OEM Kohler part #'s 270721-S (bolt;
discontinued from Kohler), 270889-S (washer).
-
High quality aftermarket. Set of 6 bolts only. $6.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 6 bolts and 6 washers. $9.00 per
set, plus shipping & handling.
|
  "L-Shape" Baffle Shield (Sheet Metal) and Ignition Coil Mounting
Bracket. Fits cylinder head on Kohler AQS "Quiet Line" engine models K241,
K301 and K321. Due to the larger cylinder head, the K341 do not require this
part. This is NOT a lifting strap. Used on Cub Cadet garden tractor models
680, 1000, 1200, 1250, 1282, 1450, and various other makes and models of
garden tractors. Replace a broken bracket (due to a loose mounting bolt without
a lock washer). This part mounts on the farthest cylinder head bolt located
on the starter side of the engine for fastening top and side baffle shields
(sheet metal) and ignition coil. FYI: If your part is broken, it can be
welded back together to give many more years of quality service. "L-Shape" Baffle Shield (Sheet Metal) and Ignition Coil Mounting
Bracket. Fits cylinder head on Kohler AQS "Quiet Line" engine models K241,
K301 and K321. Due to the larger cylinder head, the K341 do not require this
part. This is NOT a lifting strap. Used on Cub Cadet garden tractor models
680, 1000, 1200, 1250, 1282, 1450, and various other makes and models of
garden tractors. Replace a broken bracket (due to a loose mounting bolt without
a lock washer). This part mounts on the farthest cylinder head bolt located
on the starter side of the engine for fastening top and side baffle shields
(sheet metal) and ignition coil. FYI: If your part is broken, it can be
welded back together to give many more years of quality service.
-
A-1 Miller's fabricated part. Replaces discontinued Kohler part # 47 126
04-S, and discontinued Cub Cadet part #'s IH-117231-C1, KH-47-126-04-S.
$10.00 each, plus shipping & handling.
|
 Baffle Shields.
Fits beside cylinder on Kohler AQS "Quiet Line" engine models K241, K301
and K321, including various Magnum engine models M10, M12, M14 and M16. Used
on Cub Cadet garden tractor models 680, 1000, 1200, 1250, 1282, 1450, 1650,
and various other makes and models of garden tractors. Replace a cracked
or broken baffle shield (due to loose mounting bolts without lock washers).
This part mounts on the right side/starter side of engine (when facing the
flywheel) to deflect cooling air around cylinder and for fasten of ignition
coil bracket. Baffle Shields.
Fits beside cylinder on Kohler AQS "Quiet Line" engine models K241, K301
and K321, including various Magnum engine models M10, M12, M14 and M16. Used
on Cub Cadet garden tractor models 680, 1000, 1200, 1250, 1282, 1450, 1650,
and various other makes and models of garden tractors. Replace a cracked
or broken baffle shield (due to loose mounting bolts without lock washers).
This part mounts on the right side/starter side of engine (when facing the
flywheel) to deflect cooling air around cylinder and for fasten of ignition
coil bracket.
-
New. Made of sheet metal (same quality as OEM part). OEM Kohler part # 47
063 05-S. $55.00 each, plus shipping & handling.
-
Heavy Duty Aftermarket. Made of 1/8" mild steel for durability. A-1 Miller's
fabricated part. $30.00 each, plus shipping & handling.
|
 High
Quality Cylinder Head Bolts and Flat Washers. Fits Kohler engine models
K141, K160/K161, K181 and M8. Reusable - these will not stretch overtime
and are not
"torque to yield" bolts. OEM Kohler head bolts can be reused
multiple times. But replace bolts with eroded, rusted heads to prevent socket
from slipping so bolt can be torqued correctly to prevent a blown head gasket
and/or warped head. 5/16" diameter x 1-1/2" thread length grade 8 bolts and
hardened washers. NOTES: Clean the bolt holes with a 5/16-18 UNC plug
hand tap, then apply motor oil on the threads so the bolts will torque correctly.
Torque each bolt to 240 in. lbs. or 20 ft. lbs.
Liquid threadlocker is not necessary.
Click or tap here for cylinder head
bolt torque specs. [Return To Previous
Paragraph, Section or Website] High
Quality Cylinder Head Bolts and Flat Washers. Fits Kohler engine models
K141, K160/K161, K181 and M8. Reusable - these will not stretch overtime
and are not
"torque to yield" bolts. OEM Kohler head bolts can be reused
multiple times. But replace bolts with eroded, rusted heads to prevent socket
from slipping so bolt can be torqued correctly to prevent a blown head gasket
and/or warped head. 5/16" diameter x 1-1/2" thread length grade 8 bolts and
hardened washers. NOTES: Clean the bolt holes with a 5/16-18 UNC plug
hand tap, then apply motor oil on the threads so the bolts will torque correctly.
Torque each bolt to 240 in. lbs. or 20 ft. lbs.
Liquid threadlocker is not necessary.
Click or tap here for cylinder head
bolt torque specs. [Return To Previous
Paragraph, Section or Website]
-
High quality aftermarket. Set of 7 bolts only. $7.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 7 bolts and 7 washers. $10.50 per
set, plus shipping & handling.
-
OEM Kohler part #'s 41 086 02-S (bolt), 220534-S (washer). $49.35
per set, plus shipping & handling.
High Quality Cylinder Head Bolts
and Flat Washers. Fits Kohler engine models MV16, KT17, KT17 Series II, KT19,
KT19 Series II, M18, MV18, M20 and MV20. Reusable - these will not stretch
overtime and are not
"torque to yield" bolts. OEM Kohler head bolts can be reused
multiple times. But replace bolts with eroded, rusted heads to prevent socket
from slipping so bolt can be torqued correctly to prevent a blown head gasket
and/or warped head. 5/16" diameter x 1-1/2" thread length grade 8 bolts and
hardened washers. NOTES: Clean the bolt holes with a 5/16-18 UNC plug
hand tap, then apply motor oil on the threads so the bolts will torque correctly.
Torque each bolt to 240 in. lbs. or 20 ft. lbs.
Liquid threadlocker is not necessary.
Click or tap here for cylinder head
bolt torque specs. [Return To Previous
Paragraph, Section or Website]
-
High quality aftermarket. Set of 9 bolts only. $9.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 9 bolts and 9 washers. $13.50 per
set, plus shipping & handling.
-
OEM Kohler part #'s 41 086 02-S (bolt), 220534-S (washer). $63.45
per set, plus shipping & handling.
High Quality Cylinder Head Bolts
and Flat Washers. Fits Kohler engine models K241, M10, K301, M12, K321, M14,
K341, M16 and K361 listed below. Reusable - these will not stretch overtime
and are not
"torque to yield" bolts. OEM Kohler head bolts can be reused
multiple times. But replace bolts with eroded, rusted heads to prevent socket
from slipping so bolt can be torqued correctly to prevent a blown head gasket
and/or warped head. NOTES: Clean the bolt holes with a 3/8-16 UNC plug
hand tap, then apply motor oil on the threads so the bolts will torque correctly.
Torque each bolt to 360 in. lbs. or 30 ft. lbs.
Liquid threadlocker is not necessary. And the length
of any bolt (or screw) do not include the head itself. They are measured
from under the head to end of the threads. Bolt lengths below determined
by type of cylinder head used. Click
or tap here for cylinder head bolt torque specs.
[Return To Previous Paragraph, Section
or Website]
-
Fits Kohler engine models K241, M10, K301, M12, K321 and M14. 3/8" diameter
x 1-1/2" thread length grade 8 bolts and hardened washers. These
are for OEM heads with recessed bolt holes that's lower than the height of
the cooling fins.
-
High quality aftermarket. Set of 9 bolts only. $9.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 9 bolts and 9 washers. $13.50 per
set, plus shipping & handling.
-
OEM Kohler part #'s 25 086 115-S (bolt), 270889-S (washer). $64.75
per set, plus shipping & handling.
-
Fits Kohler engine models K241, M10, K301, M12, K321 and M14. 3/8" diameter
x 2-1/4" thread length grade 8 bolts and hardened washers. These
are for OEM heads with bolt holes that's the same height as the cooling fins,
and with no mounting bracket/plate under the bolt head. Kohler part #'s
271077 (bolt; discontinued from Kohler), 270889-S (washer).
-
High quality aftermarket. Set of 9 bolts only. $9.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 9 bolts and 9 washers. $13.50 per
set, plus shipping & handling.
-
Fits Kohler engine models K241, M10, K301, M12, K321 and M14. 3/8" diameter
x 2-1/2" thread length grade 8 bolts and hardened washers. These
are for OEM heads with bolt holes that's the same height as the cooling fins,
and with a gas tank mounting bracket or other type of mounting bracket/plate
fastened under the bolt heads.
-
High quality aftermarket. Set of 9 bolts only. $9.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 9 bolts and 9 washers. $13.50 per
set, plus shipping & handling.
-
OEM Kohler part #'s 235175-S (bolt), 270889-S (washer). $98.00 per
set, plus shipping & handling.
-
Fits Kohler engine models K341 and M16. 3/8" diameter x 1-1/2" thread length
grade 8 bolts and hardened washers.
-
High quality aftermarket. Set of 10 bolts only. $10.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 10 bolts and 10 washers. $15.00 per
set, plus shipping & handling.
-
OEM Kohler part #'s 25 086 115-S (bolt), 270889-S (washer). $69.70
per set, plus shipping & handling.
-
Fits Kohler engine model K361. 3/8" diameter x 1-1/2" thread length grade
8 bolts and hardened washers. OEM Kohler part #'s 270721-S (bolt; discontinued
from Kohler), 270889-S (washer).
-
High quality aftermarket. Set of 6 bolts only. $6.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 6 bolts and 6 washers. $9.00 per
set, plus shipping & handling.

High Quality Aftermarket Single Cylinder Head Stud Kits. These studs can
be reused multiple times. These will not stretch overtime and are not
"torque to yield" studs. Fits Kohler engine models K241,
M10, K301, M12, K321, M14, K341, M16 and K361 with an OEM or Billet Head.
Each kit includes 3/8" diameter x 2" or 2-3/4" length high quality heat-treated
studs, grade 8 nuts and hardened flat washers. I can also make the head studs
any length you want. The ones that's listed here are the most common lengths.
When installed correctly and torqued
to specs, head studs provide even torque pressure for better head gasket
sealing. Plus, with a thinner cylinder wall with a huge, oversized piston,
they help maintain cylinder wall stability and straightness for better ring
seal to lessen the loss of compression. Thoroughly tested for several years
of continuous use under pulling conditions, for Kohler engine models, hardened
and heat-treated coarse thread studs, along with grade 8 nuts and washers,
works just fine, with no problems. The nuts maintain their torque as long
as they're tightened to the correct torque specs. And make sure at least
3/4" of threads are in the block so the cylinder wall will not distort and
threads in block will not strip out when the nuts are torqued to specs.
Click or tap here for cylinder head
bolt torque specs. Also, stud length is determined by type of cylinder
head. The OEM head with short bolt holes require 2" length studs, the head
with tall bolt holes require 2-3/4" length studs. Please indicate length
of studs when placing order. IMPORTANT: As with any threaded stud, apply
medium strength liquid threadlocker (Blue Loctite, Permatex
or equivalent) on threads that goes in the block and tighten with pliers
to prevent stud from loosening. Use a hardened steel flat washer under nut
to distribute load evenly on head and apply motor oil on exposed threads
so nut will torque correctly. Torque each nut to 360 in. lbs. or 30 ft. lbs.
in correct sequence. FYI - When storing an opened container of liquid
threadlocker or Super Glue, store it upright and not laying flat. The [capped]
tip will not dry out and clog when stored upright. An ingenious and innovative
concept by Brian Miller. Please do not accept advertised copycat parts of
this kind. (But I do appreciate them acknowledging my ingenuity and
intelligence.)
[Return To Previous Paragraph, Section
or Website]
-
Fits Kohler engine models K241, M10, K301, M12, K321 and M14. Available in
2", 2-3/4" or 3-1/4" (OEM) lengths (please specify length). Set of 9 studs,
nuts and washers. $20.00 per set, plus shipping & handling.
-
Fits Kohler engine models K341 and M16. 2" length. Set of 10 studs, nuts
and washers. $22.00 per set, plus shipping & handling.
-
Fits Kohler engine model K361. 2" length. Set of 6 studs, nuts and washers.
$13.00 per set, plus shipping & handling.
 OEM Kohler Cylinder Head Studs.
Fits Kohler engine models K241, M10, K301, M12, K321, M14, K341 and M16.
Dimensions of each stud: 3/8-16 UNC (coarse thread) threads; 3-1/4" overall
length; short threaded length: 5/8"; long threaded length: 1-7/8". NOTE:
OEM Kohler head studs can be reused multiple times. These will not stretch
overtime and are not
"torque to yield" studs. " IMPORTANT: As with any threaded
stud, apply
medium strength liquid threadlocker (Blue Loctite, Permatex
or equivalent) on threads that goes in the block and tighten with pliers
to prevent stud from loosening. Use a hardened steel flat washer under nut
to distribute load evenly on head and apply motor oil on exposed threads
so nut will torque correctly. Torque each nut to 360 in. lbs. or 30 ft. lbs.
in correct sequence. FYI - When storing an opened container of liquid
threadlocker or Super Glue, store it upright and not laying flat. The [capped]
tip will not dry out and clog when stored upright. OEM Kohler Cylinder Head Studs.
Fits Kohler engine models K241, M10, K301, M12, K321, M14, K341 and M16.
Dimensions of each stud: 3/8-16 UNC (coarse thread) threads; 3-1/4" overall
length; short threaded length: 5/8"; long threaded length: 1-7/8". NOTE:
OEM Kohler head studs can be reused multiple times. These will not stretch
overtime and are not
"torque to yield" studs. " IMPORTANT: As with any threaded
stud, apply
medium strength liquid threadlocker (Blue Loctite, Permatex
or equivalent) on threads that goes in the block and tighten with pliers
to prevent stud from loosening. Use a hardened steel flat washer under nut
to distribute load evenly on head and apply motor oil on exposed threads
so nut will torque correctly. Torque each nut to 360 in. lbs. or 30 ft. lbs.
in correct sequence. FYI - When storing an opened container of liquid
threadlocker or Super Glue, store it upright and not laying flat. The [capped]
tip will not dry out and clog when stored upright.
-
Used and in excellent condition. OEM Kohler part #'s 237277-S (discontinued)
or 237522-S. $5.00 each, plus shipping & handling. (When
available.)
-
New. OEM Kohler part # 237522-S. $11.50 each, plus shipping &
handling.
 Steel Spacers for 2-1/2" Length
Head Bolts or Studs (listed above). Most commonly used when replacing an
OEM Kohler K241, K301 or K321 cylinder head with bolt hole bosses that's
the same height as the cooling fins with a cylinder head with recessed bolt
hole bosses when using a gas tank mounting bracket or other kind of flat
bracket. IMPORTANT: Place spacer above thick flat washer on cylinder
head. Dimensions: 13/32" I.D. x 5/8" O.D. x 5/8" height. Steel Spacers for 2-1/2" Length
Head Bolts or Studs (listed above). Most commonly used when replacing an
OEM Kohler K241, K301 or K321 cylinder head with bolt hole bosses that's
the same height as the cooling fins with a cylinder head with recessed bolt
hole bosses when using a gas tank mounting bracket or other kind of flat
bracket. IMPORTANT: Place spacer above thick flat washer on cylinder
head. Dimensions: 13/32" I.D. x 5/8" O.D. x 5/8" height.
-
A-1 Miller's high quality machined aftermarket part. Replaces Kohler part
# X-400-91-S. $8.00 each, plus shipping & handling.
-
OEM Kohler part # X-400-91-S. $10.60 each, plus shipping & handling.
|
How to Remove Carbon Deposits from the Combustion Chamber in a Cylinder
Head -
 Use a narrow, steel blade putty
knife (with a stiff blade) or paint scraper to remove the carbon deposits
from the combustion chamber (and from around the valves and from the top
of the piston). Be sure the putty knife or scraper has a sharp edge, too.
Don't worry about scratching the surface of the combustion chamber either.
The tiny scratches will cause no problems. If the putty knife or scraper
can't easily remove the carbon, soak the head in plain water at room temperature
for a few days. This will soften the carbon and then it should be a lot easier
to remove. Use a narrow, steel blade putty
knife (with a stiff blade) or paint scraper to remove the carbon deposits
from the combustion chamber (and from around the valves and from the top
of the piston). Be sure the putty knife or scraper has a sharp edge, too.
Don't worry about scratching the surface of the combustion chamber either.
The tiny scratches will cause no problems. If the putty knife or scraper
can't easily remove the carbon, soak the head in plain water at room temperature
for a few days. This will soften the carbon and then it should be a lot easier
to remove.
How to Make a New Spark Plug Hole
- [Top of Page]
 When
making a new hole and cutting threads for the spark plug, use a 1/2" drill
bit (for 14mm threads) to bore the hole, then use a 14mm x 1.25 pitch spark
plug tap to cut the threads. Be sure to drill the hole and cut the threads
perpendicular
to the head! If the hole is drilled crooked or the threads are cut crooked,
the spark plug won't seat (seal) a full 360º and loss of compression
will result. A spark plug tap can be acquired on eBay, at a local hardware
store or machine shop/steel supply company. Don't use a spark plug thread
hole chaser to cut new threads. They're made to remove carbon deposits and/or
renew damaged threads. When
making a new hole and cutting threads for the spark plug, use a 1/2" drill
bit (for 14mm threads) to bore the hole, then use a 14mm x 1.25 pitch spark
plug tap to cut the threads. Be sure to drill the hole and cut the threads
perpendicular
to the head! If the hole is drilled crooked or the threads are cut crooked,
the spark plug won't seat (seal) a full 360º and loss of compression
will result. A spark plug tap can be acquired on eBay, at a local hardware
store or machine shop/steel supply company. Don't use a spark plug thread
hole chaser to cut new threads. They're made to remove carbon deposits and/or
renew damaged threads.
How to Repair a Stripped 14mm
Spark Plug Hole - [Top of Page]
 If 14mm spark plug threads are stripped-out in a cylinder head,
a stainless steel
Heli-Coil thread repair insert or a special-made mild steel
solid thread repair insert can be installed. For cleanliness
and to prevent metal cuttings from entering the combustion chamber, which
will cause severe engine damage and wear, the cylinder head must be removed
before installing the insert! By the way - a mild steel or stainless
steel thread insert is absolutely, without a doubt, much stronger than any
aluminum threads. To install the solid thread insert... If 14mm spark plug threads are stripped-out in a cylinder head,
a stainless steel
Heli-Coil thread repair insert or a special-made mild steel
solid thread repair insert can be installed. For cleanliness
and to prevent metal cuttings from entering the combustion chamber, which
will cause severe engine damage and wear, the cylinder head must be removed
before installing the insert! By the way - a mild steel or stainless
steel thread insert is absolutely, without a doubt, much stronger than any
aluminum threads. To install the solid thread insert...
-
Cut oversize threads in the head with the supplied tap that came in the solid
insert 14mm spark plug thread repair kit. Make sure the threads are cut
perpendicular
with the head to prevent a cocked or crooked installed spark plug.
-
Apply
high temperature/high strength liquid threadlocker on the
threads of the insert and on the threads in the head. FYI - When storing
an opened container of liquid threadlocker or Super Glue, store it upright
and not laying flat. The [capped] tip will not dry out and clog when stored
upright.
-
Install the insert on the spark plug threads with the flared end toward the
spark plug body, and install them together in the head, and tighten securely.
Allow the threadlocker to cure for about 30 minutes. It usually fully
cures in 24 hours at room temperature.
-
Remove the spark plug, and use a 5/8" tapered punch and medium size hammer
to expand the insert from inside of the combustion chamber to lessen
the chance of it coming out when removing the spark plug.
-
If necessary, use a 14mm x 1.25 pitch spark plug tap to repair the threads
on the end of the insert after using the punch.
-
IMPORTANT: Torque spark plug to 180-240 in. lb. or 15-20 ft. lb.
The Heli-Coil insert doesn't require threadlocker because its "spring-like"
expands outward against the threads in the hole, keeping it intact in the
head.
Or contact a-1 Miller's Performance Enterprises if you are not able to repair
stripped spark plug threads.
As the last resort, if the stripped spark plug threads hole in an aluminum
head are too large for a Heli-Coil thread insert, the hole can be successfully
welded-up with aluminum welding, machined (milled) flush with the surface
of the head, then drilled perpendicular with the head, and new spark plug
threads tapped for installation of the spark plug.
 How
to locate where to machine the cylinder head for the valves... How
to locate where to machine the cylinder head for the valves...
-
Strip the engine down to the bare block.
-
Fasten the billet cylinder head and head gasket on the block with a couple
of bolts.
-
Run a 5/16" diameter steel rod that has a sharp point on one end into each
valve guide from inside the block with the pointed end toward the head.
-
Using a small hammer, lightly tap on the end of the rod so a small impression
(punch mark) will be created on the head. These punch marks are the location
for the center of the valve heads.
-
Using a machinists' inside divider caliper, scribe a circle (radius) around
each punch mark the same diameter as the valve heads, plus approximately
.100" for side clearance.
-
Now the cylinder head can be machined for the valve cavities and combustion
chamber.
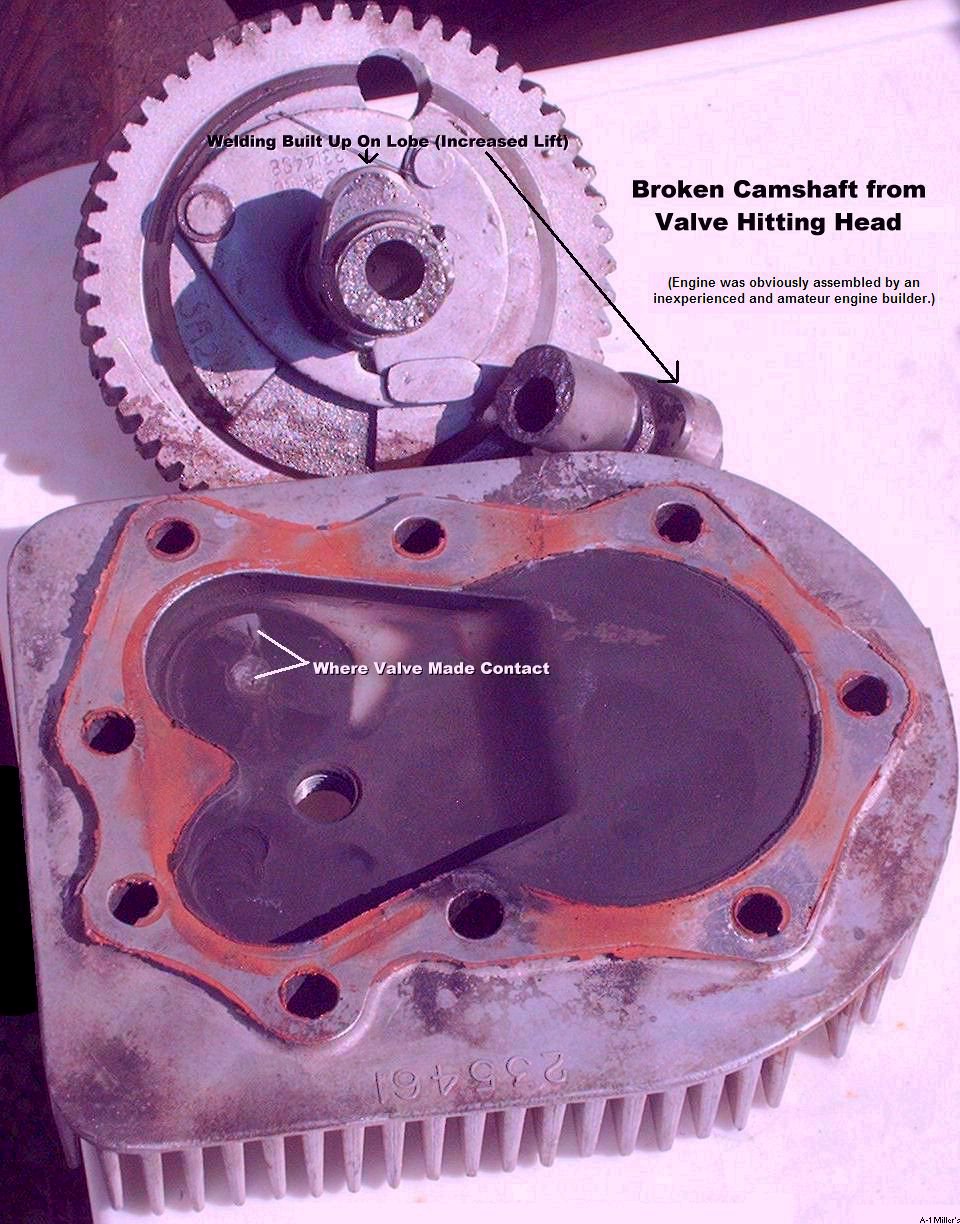
How to check for proper valve clearance
between the valves and cylinder head...
-
For the K241-K341 engines, set the valves at their respective clearances.
(See above È.) Adjustment is made with
a flat feeler gauge and with the lifter held in place with a slender 1/2"
open-end wrench and turning the adjuster screw in the lifter with a 7/16"
open-end wrench. Make sure the lifters are on the base circle of the cam
lobes, too.
-
Use
modeling clay (such as
Play-Doh) to measure the clearances
between the valves and the head. Apply motor oil on each valve and in the
head (valve cavities) to prevent the clay from sticking to either surface.
Fasten the head with the head gasket to the block, then crank the engine
over slowly by hand one full revolution so the valves can compress the clay.
Remove the head and use the depth gauge on a dial or digital
vernier
caliper to carefully measure the thickness of the clay. There needs to
be a minimum of .100" clearance between the valves and the head.
-
Place the head and gasket on the engine and tighten down a couple of head
bolts.
-
Rotate the crankshaft slowly by hand 360º. If it stops rotating,
do not force it, because damage may occur to the camshaft. Remove
the head and see if one of the valves made contact with the head.
-
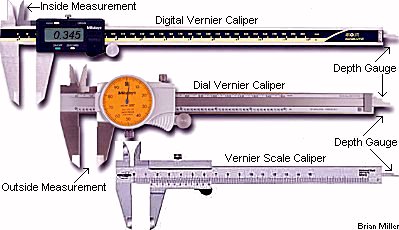 If the crankshaft rotates freely
after 360º, remove the head and use the depth gauge on a dial or digital
vernier
caliper to determine the thickness of the clay. The clay should have
a minimum thickness of about .070". If the crankshaft rotates freely
after 360º, remove the head and use the depth gauge on a dial or digital
vernier
caliper to determine the thickness of the clay. The clay should have
a minimum thickness of about .070".
-
Remove metal from inside head (valve cavities) as necessary to gain proper
clearance.
-
Clearance around the valves should be the same as above the valves (valve
shrouding).
-
Repeat steps 2 through 6 to gain proper valve to head clearance.
[Return To Previous Section or Website]
È
How to make modeling clay
(Play-Doh):
-
2-1/2 Cups All Purpose Flour
-
1/2 Cup Salt
-
1 Tablespoon Cream of Tartar or Alum
-
3 Tablespoons Vegetable Oil
-
2 Cups Water
Directions: Thoroughly mix flour, salt and cream of tartar or alum. Boil
liquids together. Pour in dry ingredients and stir together. Knead and add
flour as needed. [Return To Previous
Paragraph] È
When machining the valve cavities in an OEM stock head or in a billet
head when installing a cam with more valve lift, use the following
clearances:
-
The intake valve should have .100" - .200" clearance between the valve head
& cylinder head when the valve is at full lift.
-
The exhaust valve should have .075" - .150" clearance between the valve head
& cylinder head when the valve is at full lift.
-
Clearance around the valves should be the same as above the valves.
-
NOTE: As a rule of thumb, cams with more lift (.500" or more lift) can run
the lesser clearance over valves.
FYI - I've milled several stock heads as much as 1/8" and they did well
at the pulls. However, using methanol on a cool day could blow the combustion
chamber out on a stock head that's been excessively milled for valve clearance.
I've had this happen on my 12hp Super-Stock pulling tractor once. I was going
down the track, engine running excellent, then all of a sudden "PUFF!" went
the head.
Advertisement: (Prices are subject to change without notice.)
| Click here to contact A-1 Miller's Performance
Enterprises to place an order, send your parts for repairing, and/or for
FREE professional and honest technical customer service assistance and support
and payment options. Please contact A-1 Miller's if you need a part or
parts, or service(s) performed that's not listed or mentioned in this
website. |
A-1 Miller's Professional Valve Repair Service for Kohler Engine Model
K361 Cylinder Head. This service is for an engine that does not blow
blue smoke out the exhaust and burn oil. Performing a professional valve
job restores full compression, which allows the engine to start quicker,
idle smoothly without stalling, and (if the ignition timing and carburetor
adjustments are set correctly, too), it will produce full power at top governed
speed. Click or tap here
for cylinder head bolt torque specs. And if you've ever wondered how
the K361 rocker arms receive plenty of oil to keep them lubricated, when
the engine is running at full governed speed, internal air pressure from
the downward stroke of the piston forces crankcase oil through the pushrod
tubes onto the rocker arms.
-
Repair loose valve seat with
a new BRONZE valve seat. FYI - A
replacement pressed-in steel valve seat will loosen, without a doubt,
after a short time in an aluminum cylinder head, even if it's professionally
installed. But a replacement pressed-in bronze seat will NOT loosen when
professionally installed because the "roughness" of bronze surface grips
or adheres to aluminum much better than the "slick" surface of a steel seat.
Plus, being bronze is actually harder than cast iron, it will wear very little
and hold up to extreme heat, even for the exhaust side. $75.00
each for parts and labor, plus return shipping & handing.
-
Repair worn inside of valve guide with a thin-wall bronze sleeve insert.
$20.00 each for parts and labor, plus return shipping & handing.
-
Replace loose guide valve with an oversize O.D. guide. $40.00 each
for parts and labor, plus return shipping & handing.
-
Resurface head gasket mating surface to remove any warpage and restore flatness.
$20.00 labor, plus return shipping & handing.
-
Perform valve job (regrind both valve faces and seats) to OEM angles, lap-in
valves, install new valve stem seal, reinstall valves, springs, rotators
and keepers/locks/collets. $45.00 labor, plus
return shipping & handling.
-
If necessary after performing valve job, replace both original OEM 1-9/16"
length valve springs with OEM Kohler 1-3/4" length springs so engine will
produce more power at full governed speed without erratic valve behavior
or misfire. $20.00 extra for both springs.
-
Gaskets to Reinstall Rebuilt K361 Cylinder Head on Engine. (Each
part listed below included in the full
engine gasket set.)
-
Head gasket. High quality
aftermarket. Discontinued Kohler part # 45 052 02-S. $24.00 each,
plus shipping & handling.
-
Rocker arm housing gasket. High quality aftermarket. Discontinued Kohler
part # 45 041 14-S. $15.00 each, plus shipping & handling.
-
Rocker arm cover gasket. OEM Kohler part # 45 041 09-S. $8.00 each,
plus shipping & handling.
-
Two pushrod tube neoprene rubber O-rings. (Kohler part # 45 153 01-S.
$2.00/two, plus shipping & handling.
-
Intake tube mounting gasket. Kohler part # 271030-S. $1.00 each, plus
shipping & handling.
FYI - I found that the Kohler K361 18hp OHV cylinder head use the longer
1-3/4" (uncompressed length) valve springs with rotators, the same spring
that certain K241, K301 and K321 use with a stamped retainer. And of course,
certain K241, K301, K321, and all K341 use the shorter 1-9/16" spring with
a rotator. The official Kohler parts manual says the K361 use the shorter
1-9/16" springs (with rotators), but apparently, it's wrong. It uses the
longer 1-3/4" springs (with rotators). On all of the K361 engines that I've
rebuilt, with the 1-3/4" springs and rotators installed, there is no coil
bind. This is when the coils of the spring make contact with each other at
full valve lift. I've had a customer send his K361 head to me for repairs,
and when I spoke to him on the phone about his engine, he mentioned that
the engine had always made a chattering/rattling sound at higher RPM and
lacked sufficient power. He said he purchased the tractor used (with the
same engine). So I checked the valve springs, and sure enough, it had the
shorter ones (with rotators). Apparently, somebody (maybe the previous owner)
worked on the cylinder head before, and for some reason, he installed the
shorter valve springs. My customer was lucky it didn't drop a valve. That
would've been a nightmare! But anyway, I installed a set of the longer 1-3/4"
valve springs (with rotators). The valves felt stiffer when I pushed down
on them with my hand, too. - Brian Miller
Kohler engine model K361
(OHV 18hp) Cylinder Head Assembly. Professionally rebuilt and fully
assembled. Includes valves, springs, rotators, stabilizers and keepers. Cleaned
and resurfaced on a wide, flat
belt- or disc-sander/grinder to remove any warpage and
restore flatness. No cracks. Cooling fins, spark plug threads and bolt hole
threads are in good condition. Valve seats and/or valve guides reground
or replaced, if necessary. NOTE: If it's repairable and reusable, do not
discard your cylinder head or other Kohler parts. Most discontinued OEM Kohler
parts in good, reusable condition are hard to find nowadays, and nothing
works better than the original part(s) the engine is designed for. Each
head listed below is used and in excellent condition. Discontinued Kohler
part #'s 45 318 04 -S and 45 755 10-S.
-
With rebuildable core trade-in/exchange. $250.00 each, plus shipping
& handling. (When available.)
-
Outright with no core trade-in/exchange. $400.00 each, plus shipping
& handling. (When available.)
-
Gasket kit to reinstall rebuilt K361 cylinder head on engine. $50.00
each, plus shipping & handling.
-
New head bolts. Fits Kohler engine model K361. 3/8" diameter x 1-1/2" thread
length grade 8 bolts and hardened washers. OEM Kohler part #'s 270721-S (bolt;
discontinued from Kohler), 270889-S (washer).
-
High quality aftermarket. Set of 6 bolts only. $6.00 per set, plus
shipping & handling.
-
High quality aftermarket. Set of 6 bolts and 6 washers. $9.00 per
set, plus shipping & handling.
|
About Installing Bigger Valves in the K361 Engine Cylinder Head -
On the K361's cylinder head, the stock valve head diameters are: intake -
1.438"; exhaust - 1.400". The exhaust valve is already plenty big enough,
even for high RPM. But there's not that much room in the combustion chamber
to install a bigger intake valve because a bigger seat would need to be installed
first. The outside diameter of the seat is always larger than the diameter
of the valve head. The biggest intake valve that can be installed would be
about 1.5", which really wouldn't give the engine that much more performance.
For more noticeable performance, the intake valve needs to be about 20% bigger
than the exhaust valve, which would make it 1.68". And this is way too big
for the K361 head.
How to Permanently Fix an OHV Engine
with a Warped Cylinder Head - [Top of Page]
If an OHV aluminum block engine blows blue/gray smoke out the exhaust upon
start up then quits smoking after a while, and/or if crankcase oil is forced
out the oil fill tube or crankcase breather assembly, this is likely the
sign of a warped cylinder head, which results in a blown or "not sealing"
head gasket. This is caused by the aluminum warping a few thousands of an
inch from normal operating heat when the engine is ran for the first time.
In other words, the metal "takes shape." This is normal for ALL internal
combustion engines, but happens most with aluminum block engines due to thin
metal in certain areas. What causes the oil burning or oil loss is upon the
downward stroke of the piston, vacuum within the combustion chamber draws
or sucks crankcase oil in the gap between the head and gasket, and then upon
the upward stroke of the piston, compression within the combustion chamber
forces part of the compressed air into the crankcase, which builds up inside
the crankcase, and the air pressure eventually forces oil out the oil filler
tube or crankcase breather assembly. To fix permanently this, remove the
head, resurface it on a wide, flat
belt- or disc-sander/grinder to remove the warpage
and restore flatness, install a new head gasket, torque the head bolts to
specifications in the correct sequence, and readjust the valve clearances
to manufacturer's specifications. Once this is fixed, the head(s) should
not warp again. If you don't have your own sander/grinder, most automotive
machine shops and woodworkers have one. Remember - always wear a
face mask and/or
air respirator mask to prevent from inhaling the sanding
and aluminum material, and do the repair job right the first time and it
won't have to be done again later.
How to Remove a Broken Off Head Bolt -
[Top of Page]
Use a "centering drill," which is a stubby drill bit that creates a hole
exactly in the center of a stud. Then use a 5/16" carbide-tip drill bit to
drill the broken stud out, and then use a 3/8-16 UNC (coarse thread) tap
to clean the bolt holes. If you feel this is too much for you, you can take
your engine to a reputable machine shop and have them do this for you.
 Click
Here for Detailed Illustrated Plans on How to Construct a Professional Pull-Back
and Self-Propelled Garden Tractor Pulling Sled (Available
Soon)
FYI - The self-propelled garden tractor pulling sled that I built is such
an excellent design, I realized later that I made something very special
when other people copied after it. - Brian Miller
Click
Here for Detailed Illustrated Plans on How to Construct a Professional Pull-Back
and Self-Propelled Garden Tractor Pulling Sled (Available
Soon)
FYI - The self-propelled garden tractor pulling sled that I built is such
an excellent design, I realized later that I made something very special
when other people copied after it. - Brian Miller
 To
place an order, send your item(s) for repairing, and/or for customer service
assistance, and FREE honest and accurate technical support, please contact:
A-1 Miller's Performance Enterprises, 12091 N Route B, Hallsville, MO (Missouri)
65255-9604 USA. Please call in your order or send an email with a list parts
you need and your contact information. To
place an order, send your item(s) for repairing, and/or for customer service
assistance, and FREE honest and accurate technical support, please contact:
A-1 Miller's Performance Enterprises, 12091 N Route B, Hallsville, MO (Missouri)
65255-9604 USA. Please call in your order or send an email with a list parts
you need and your contact information.
 Phone: 1-573-881-7229 (cell;
call, text or leave voicemail) or use
Whatsapp. Please call
Monday-Friday, 9am to 5pm, Central time zone, except holidays. If no answer,
please try again later. (When speaking with Brian on the phone, please
be patient and understanding because I stutter.) Phone: 1-573-881-7229 (cell;
call, text or leave voicemail) or use
Whatsapp. Please call
Monday-Friday, 9am to 5pm, Central time zone, except holidays. If no answer,
please try again later. (When speaking with Brian on the phone, please
be patient and understanding because I stutter.)
 E-mail:
pullingtractor@aol.com.
Payment Options. A-1 Miller's shop is open
to the public Monday-Friday, 9am to 5pm, Central time zone, with an appointment
on weekends, except holidays. If you're the kind of person who don't trust
delivery/shipping companies (mis)handling your high-dollar and fragile
merchandise, you can make the long drive to
A-1 Miller's new shop (click image
to the right) to personally purchase parts, or drop off and/or pick up your
carburetor, clutch assembly, engine and/or parts, etc., for repairing and/or
rebuilding. Or visit the address of our (old) shop mentioned above to drop
off your engine, transmission, transaxle, garden tractor, small motorized
vehicle, etc. We also custom build pulling tractors and other small vehicles.
Please contact me before coming so I'll be at my shop waiting for your arrival.
When you visit our shop, you will be dealing directly with the owner for
the best customer service.
12091 N Route B, Hallsville, MO - Google Maps "The road
to a [trusted] friend's house (or shop) is never long." Don't sacrifice quality
workmanship for distance. [Return
To Previous Paragraph, Section or Website] E-mail:
pullingtractor@aol.com.
Payment Options. A-1 Miller's shop is open
to the public Monday-Friday, 9am to 5pm, Central time zone, with an appointment
on weekends, except holidays. If you're the kind of person who don't trust
delivery/shipping companies (mis)handling your high-dollar and fragile
merchandise, you can make the long drive to
A-1 Miller's new shop (click image
to the right) to personally purchase parts, or drop off and/or pick up your
carburetor, clutch assembly, engine and/or parts, etc., for repairing and/or
rebuilding. Or visit the address of our (old) shop mentioned above to drop
off your engine, transmission, transaxle, garden tractor, small motorized
vehicle, etc. We also custom build pulling tractors and other small vehicles.
Please contact me before coming so I'll be at my shop waiting for your arrival.
When you visit our shop, you will be dealing directly with the owner for
the best customer service.
12091 N Route B, Hallsville, MO - Google Maps "The road
to a [trusted] friend's house (or shop) is never long." Don't sacrifice quality
workmanship for distance. [Return
To Previous Paragraph, Section or Website]
By the way - As business is booming,
we relocated our business at 12091 N. Route B, Hallsville, MO 65255 with
a new, bigger, better, fully insulated, heated and air-conditioned building/shop
(shouse) so we can provide many more professional services and high quality
parts, and hire more reliable and knowledgeable help to have our customer's
parts orders fulfilled sooner, parts repaired sooner and engine rebuilds
performed promptly without a long delay. We will also offer custom welding
fabrication jobs and other custom services. And we also provide pick up and
delivery service and perform professional repairs for various small engines
and lawn & garden equipment! Photos
of our new building/shop are posted here!
12091 N Rte B, Hallsville, MO - Google Maps
Payment Options, and We Ship to Canada and
Worldwide 
Item(s) in a package or cushioned envelope weighing less than 1 lb. is sent
by US Postal Service Airmail Letter Post for a 4-7 days delivery. Packaged
item(s) weighing over 1 lb. and up to 66 lb. is sent by US Postal Service
Airmail Parcel Post for a 4-10 days delivery. I cannot use the US Postal
Services' Flat Rate Priority Mail envelopes and boxes to ship outside U.S.
territories. Item(s) weighing over 67 lbs. or more is sent by FedEx Ground
or equivalent services. We try to keep our shipping cost to customers within
reason. Therefore, we don't ship our products in a fancy-looking package
with our company name and/or logo on it because most customers will just
toss it in the trash after they remove the contents. And being there is no
USPS tracking number outside the US, all I can do is make sure I write your
address correctly on the customs form and on your package.
My websites are not set up to process orders and accept payments. Therefore,
to place an order with me, please call either number above or send an email
with a list of parts you need, with your name, complete and correct postal
mailing address and phone number. For payment options, I accept cash (in
person), USPS Postal Money Orders, cashier's checks, business checks, MasterCard,
VISA, Discover, American Express (please add 2.5% to the total amount for
the credit/debit card processor's surcharge). If paying with a credit/debit
card, please call me at either number above. Or to make a payment to me through
PayPal, please click this link:
https://www.paypal.com. Or use
Cash App (username: pullingtractor)
or Venmo (username: Pullingtractor) to make a payment to me. And be sure
to mention a description of what the payment is for with your full name,
postal address, phone number and email address. I also accept payments through
Western
Union Money Transfer or MoneyGram
Money Transfers. If sending a money order or cashier's check, please
include a note in the envelope with your name, complete mailing address,
phone number, email address and a description of what the payment is for.
I'll make a note of your order when I have all your information, and I may
have to order some of the parts on your list, which should take a few days
to come in, but I will send everything to you as soon as I have the parts
in stock after I receive your payment.



 
 

Ã
Return to Main Pulling Tips Page |
Return To Previous Website |
Various Vendors Related to Tractor Pulling |
Top of Page
Copyright © 1996-Present. This website created, designed and
maintained by Brian Miller.
|

 Information about Cylinder Heads for Kohler and Various Small
Engines
Information about Cylinder Heads for Kohler and Various Small
Engines
 The vintage Kohler engine models
L160/L161 and L181 are a liquid-cooled version with the same combustion chamber
as Kohler's air-cooled engine models K141, K160/K161 and K181. Just like
with most automotive engines, these liquid-cooled engines require
anti-freeze/water mix with a water pump and radiator to maintain the engine
operating temperature. The L160/L161 and L181 engines were obviously used
in extreme heat desert-like conditions for long periods of time to prevent
overheating of the engine. The liquid-cooled Kohler engine model L160/L161
with specification numbers 4149F, 4150F, 4152E, 4166F, 4167F, 4168E, 4168G,
4168H, 4173E, 4192E, 4194F, 4195F, 4199G, 4199H, 41101F, 41109F, 4110F, 41117F,
41131F and 41137F are listed as generator (power plant) engines, and the
liquid-cooled Kohler engine model L181 with specification numbers 42583H,
42594H, 42597H, 42626H, 42723H, 42745H, 42746H are also listed as generator
(power plant) engines. These are very rare engines.
Go here to see a complete
Liquid-Cooled Kohler L160/L161 or L181 Engine. If anyone have information
or additional photos regarding these engines that they would like to share
in this website, please let me know
and I will post it/them in this article with your name for full credit.
The vintage Kohler engine models
L160/L161 and L181 are a liquid-cooled version with the same combustion chamber
as Kohler's air-cooled engine models K141, K160/K161 and K181. Just like
with most automotive engines, these liquid-cooled engines require
anti-freeze/water mix with a water pump and radiator to maintain the engine
operating temperature. The L160/L161 and L181 engines were obviously used
in extreme heat desert-like conditions for long periods of time to prevent
overheating of the engine. The liquid-cooled Kohler engine model L160/L161
with specification numbers 4149F, 4150F, 4152E, 4166F, 4167F, 4168E, 4168G,
4168H, 4173E, 4192E, 4194F, 4195F, 4199G, 4199H, 41101F, 41109F, 4110F, 41117F,
41131F and 41137F are listed as generator (power plant) engines, and the
liquid-cooled Kohler engine model L181 with specification numbers 42583H,
42594H, 42597H, 42626H, 42723H, 42745H, 42746H are also listed as generator
(power plant) engines. These are very rare engines.
Go here to see a complete
Liquid-Cooled Kohler L160/L161 or L181 Engine. If anyone have information
or additional photos regarding these engines that they would like to share
in this website, please let me know
and I will post it/them in this article with your name for full credit.